

1、滤网原因
滤网目数太大或者数量多,会引发物料运输阻力,造成断条。这时应适当调低主机转速或调高喂料转速。
2、物料中含有杂质
外部杂质:检查混料和放料各环节的设备死角是否有杂质混入,增加滤网以除去物料中混入的杂质。
内部杂质:机头压力太高(包括口模堵塞、滤网太多、机头温度太低等),都会造成物料回流增加而加重物料碳化,挤出机局部过热、螺杆剪切太强也会引起物料碳化造成断条情况的发生。
3 、机器使用年限长
挤出机使用年限长,螺杆和机筒会因磨损而间隙增大;真空或自然排气口(此处包括垫片和死角)长时间不清理;机头口模(此处包括出料口和机头内部死角)未清理干净;这些凡是能够造成物料碳化或者造成物料长时间停留而导致碳化的因素都会引起造粒断条情况的发生。
4 、更换滤网的时间间隔太长
如果在更换滤网时,时间太长,物料残渣被冷却固化堵住滤网,也会造成断条。
5、物料塑化不良
挤出温度偏低或螺杆剪切太弱,物料以及低熔点助剂未充分塑化,在挤出造粒时也会在塑化不良的物料处发生断条。
6、原料物性的原因
共混组分在同一温度,流动性存在较大差异时,在挤出时回由于两种组分的粘度不同,造成断条,这时可以通过提高加工温度和增加主机转速解决。
7、料条困汽或排气不畅
自然排气或真空排气不畅(包括堵塞、漏气、垫片太高等),造成有气(或汽)困在料条里,在牵引力作用下,在气体聚集处会造成断条。
回收料因为组分复杂,产品中也会有各种助剂存在,在加工时,有时会有助剂分解,而经常会有助剂分解降解释放出气体,如果这些气体未能及时排出,在挤出时包裹在物料中也容易造成断条。
物料受潮严重,加工时如果水汽未能及时排出,汽体困在料条中,造粒时也会造成断条。
8、 物料刚性大、水冷或过水多、牵引不匹配
物料刚性太大,水温太低,过水太多,牵引时会因为应力集中,料条发生断裂。
刚出机头的物料料很软,对于刚性物料而言,过水则立刻变得非常硬,物料从软到变硬的过程如果牵引不得当,就会造成断条——这种现象常出现在PBT或PET加玻纤、PC、PS、AS加玻纤、ABS加玻纤等结晶速度非常快或刚性非常大的料加工的时候,尤其是小机做实验较严重,此时提高水温、降低过水量,让进入切粒机的料条保持适度柔软度,就可解决。
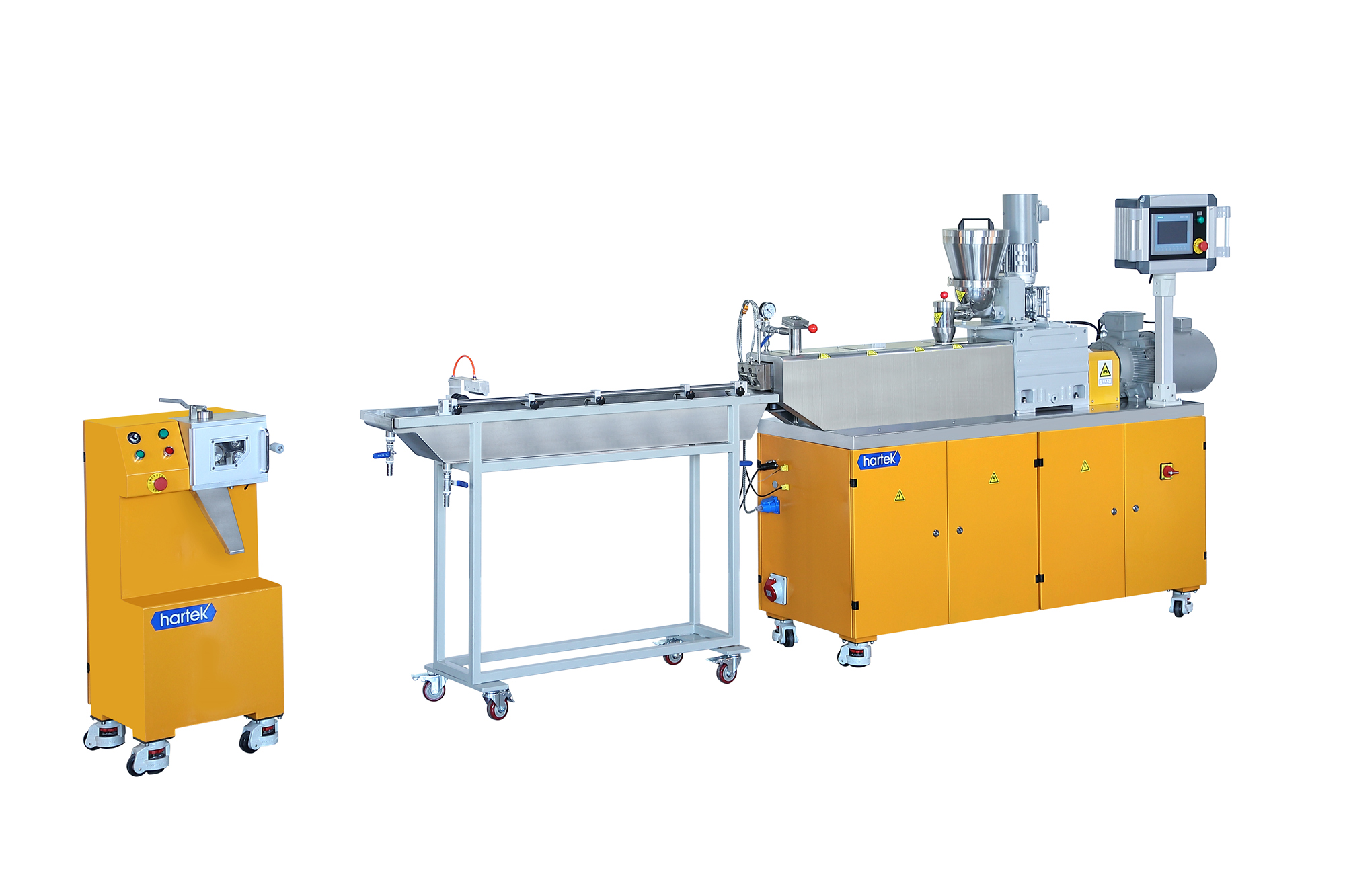
广州市哈尔技术有限公司致力于研发和制造小型实验用塑料加工成型设备,如双螺杆挤出造粒实验线、实验室密炼机、吹膜实验线等。我司为客户提供全面的技术咨询、提供完善的解决方案和实验室建设企划。
本司的实验室塑机产品功能齐备,操作简易、扩展方便,可应用于配方研发、工艺优化、质量控制、创新研究、设计指导、技工和学生培训等用途,适合于专业院校从事高分子材料(塑料、橡胶)的研究、塑料加工业企业的产品研发或生产部门的质量控制,以及专业学校的技术培训等用途。